The Lyunet Multiple Vortices (LMV) burner principle, applied by Duiker in SRU’s for decades has shown its unparalleled features as a high intensity burner and its extremely high mixing characteristics. This contributes greatly to the excellent performance both in combustion of eventual contaminations in the acid gas feed as well as to a high conversion yield from sulfur speces into elemental sulfur. Further improvement of these features remains challenging, but in Duikers search for excellence we came across oxygen enrichment and this chapter describes the possibilities that comes with this way of advanced SRU operation.
Duiker has shown its knowledge and expertise in LMV burner technology by supplying over 2,500 references at customers in different segments all over the world. This huge installed number of references has been the base of continuous innovative developments of combustion engineering in scalability & operating windows.


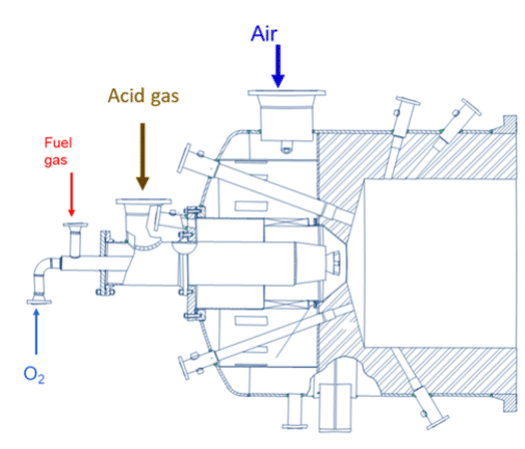
Looking at tip ends of dedicated air/fuel gas/oxygen lances, whilst the size of this oxygen lance is also considerable
In endeavor to boost the performance of our Sulfur Solutions further, we can use oxygen in SRU combustion processes to improve reaction kinetics. Often called oxygen enrichment.
Duiker Clean Technologies at its core: converting a waste stream into a valuable feedstock!
The Key for enhanced operations in SRU’s because oxygen enrichment allows for more throughput, higher reaction furnace temperature & better conversion efficiency against low CAPEX.
The innovative mindset of Duiker has made possible to invent trustworthy rules for scalability and flexible configurations for the principle of the LMV burner technology including the application for operation with oxygen enriched combustion air or even with pure oxygen.
Oxygen in combustion applications requires state of the art materials and designs. Be assured your project is in the right hands. More than four decades of experience in Oxygen Enrichment ensures the right choices for your project.
The optimized choices for the famous 3 T’s for combustion, being Temperature, Time and Turbulence greatly benefits to the excellent performance of the high intensity combustion process. These 3T’s will even be more enhanced by oxygen enrichment, enabling high conversion from H2S into Sulfur. Even with low quality feeds.
Duikers Sulfur Solutions are hitting two key elements in one stroke; Turn H2S waste streams into valuable feedstocks and preserve nature for acid rains. Quite an impact on people and the Planet!
Duiker developed and matured the technology at the core of its Sulfur solutions for decades and will continue to do so in the future.
The LMV burner technology, embedded in a modern SRU, enables refinery operators to lower their SO2 emissions in such a way that more than 99,5 vol% of the H2S feed can be converted. This highly contributes to a positive impact on the environment.
An overwhelming quantity of operating references are proving the LMV process combustion concept. Changing market demands, new technology push/pulls are generating new innovative concepts in Sulfur Solutions. Reach out and let Duiker develop and tailor a solution based upon oxygen enrichment applications for your specific need in sulfur.
✅ Do you want to increase the throughput of your SRU with 20% without major modifications and CAPEX investments? Or
✅ Do you encounter difficulties in getting the required furnace temperature in your SRU?
The answer may be: Oxygen Enrichment
Oxygen enrichment raises the flame temperature by eliminating the diluent effect on nitrogen in air. So this leads to several advantages:
Strong knowledge and expertise Duiker has shown its knowledge and expertise in LMV burner technology by supplying over 2,500 references at customers in different segments all over the world. This huge installed number of references has been the base of continuous innovative developments of combustion engineering in scalability & operating windows.
In endeavor to boost the performance of our Sulfur Solutions further, we can use oxygen in SRU combustion processes to improve reaction kinetics. Often called oxygen enrichment.
Duiker Clean Technologies at its core: converting a waste stream into a valuable feedstock!
With over 40 years of expertise with oxygen enriched air in H2S combustion and decades of industrial process knowledge, Duiker has developed the best performing & scalable combustion technology available for oxygen enrichment in the market.
The Duiker Oxygen Enriched Air Combustion Technology differentiates three possibilities:
1. Low level oxygen enrichment (21-28 mol% O2 in combustion air)
2. Medium level oxygen enrichment (>28-45 mol% O2 in combustion air)
3. High level oxygen enrichment (>45-100 mol% O2 in combustion air)
In case of “Low level Oxygen Enrichment” the oxygen will be fed in the combustion airstream upstream the main burner and will be pre-mixed by a static mixer in the combustion air piping. A design that will be optimized to meet the project related process requirements. A Duiker LMV burner itself does not need any modification to allow for max. 28mol% oxygen in the enriched air stream. Hence this may be a relatively cheap solution to increase the capacity of your SRU with some 20-25% (based upon a typical acid gas feed stream of 70-90 Mol% H2S, this assumes no NH3 is present. The capacity increase can fluctuate, for which Duiker could offer alternative solutions).
At levels above 28 mol% oxygen in combustion air special cleaning techniques and/or use of special metallurgy in applied equipment are always recommended for safety reasons.
Starting from oxygen percentages > 28% in combustion air, the oxygen will be fed to the burner with a dedicated supply lance and requires special materials, higher quality refractory materials (higher temperature resistance) and other burner modifications for functionality and safety reasons as well.
There are multiple processes applied for oxygen enrichment in SRU’s by different licensors. Duiker has references and experiences with a number of different licensed and/or non-licensed oxygen enrichment processes in Sulphur Recovery applications.
Oxygen enrichment boosts the operation performance and with the right technology your SRU will be suited for reliable delivery of pure and high quality sulfur. Year after year.
Our high-performance combustion process, including Oxygen Enrichment combines sound engineering of a proven concept together with flexible, easy and reliable operations & controls, that coincides with your requirements. Your best recipe for the lowest Total Cost of Ownership.
In the ideal world your acid gas does not have impurities. However there are always impurities in your feed, so you better get prepared. The LMV burner is ideally suited for the complete oxidation of all kinds of contaminants in the feed gas and oxygen enrichment will boost this functionality to high performance levels.
With over 1,900 references worldwide, Duiker’s LMV burner technology is the industry standard, providing decades of proven performance and continuous innovation.


Although the role of refineries will change greatly in future, we will continue to support them with our key equipment and services for sulfur recovery systems.
Meet us on one of the next shows.
Allowing the world to apply clean hydrogen. Scalable ammonia to hydrogen conversion- and ammonia to heat solutions supporting the transition to a hydrogen economy and clean energy, based on years of experience with advanced ammonia combustion technology.
Optimise your process, limit your emissions & waste with our technological solutions. Our expert staff provide monitoring, analysing, (re-) design and simulation services as well as advisory consulting services leading to optimal usage of your installations.

Choosing Duiker means working with a technically capable and highly skilled team with a customer oriented focus. Knowledgeable people who take pride in fulfilling their promises.
purchasing@duiker.com
Not sure which department you need to contact? Send us a message through the general contact option and we will contact you a.s.a.p.